Сварочная проволока из нержавейки
 Проволока сварочная нержавеющая нужна для соединения рядовых нержавеющих сталей и их производных в защитной газовой среде. Ее наплавление обеспечит высокую стойкость к коррозии, а также защиту от трещин.
Проволока сварочная нержавеющая нужна для соединения рядовых нержавеющих сталей и их производных в защитной газовой среде. Ее наплавление обеспечит высокую стойкость к коррозии, а также защиту от трещин.
Рядная намотка при качественном исполнении в совокупности с идеальной чистотой и ровностью поверхности должны обеспечить:
- Стабильное горение дуги;
- Малое разбрызгивание металла;
- Ровный и качественный шов.
Бухты со сварочной проволокой нержавейкой производят от 500 граммов до 5 килограмма стоят в среднем от 400 рублей за килограмм. Благодаря защите от коррозии, могут использоваться на протяжении нескольких лет.
Как выбрать сварочную проволоку
Виды сварочной проволоки. Всего в России существует около 80 марок сварочной проволоки. Специалисты различают 3 разновидности.
- Низколегированная содержит не более 2,5% легирующих добавок в составе. На рынке реализуется 6 марок такого материала.
- К легированной сварочной проволоке относят материал с концентрацией легирующих добавок в пределе 2,5-10%. Торговая сеть предлагает около 30 марок проволоки.
- Высоколегированная содержит свыше 10% легирующих компонентов. Существует более 40 марок материала.
Химический состав
При выборе сварочной проволоки эксперты советуют в первую очередь обратить внимание на идентичность химического состава соединяемого материала и электрода.
Особое внимание следует обратить на концентрацию углерода. Чем ниже содержание этого элемента, тем более пластичным получается шов
Негативно отражается на качестве сварочного шва наличие в составе таких химических элементов, как фосфор и сера.
Температура плавления
Еще одно важное требование предъявляется к сварочной проволоке при выборе. Это температура плавления
Специалисты считают, что этот параметр должен быть аналогичным или немного ниже, чем у соединяемых металлов. Аккуратность шва будет зависеть от равномерности плавления проволочного электрода. При неправильном выборе температуры плавления в шве появляются трещины, шлак, а на свариваемых деталях образуются прожоги.
Общие требования
Чтобы добиться прочного и долговечного соединения металлических заготовок, следует обратить внимание на несколько нюансов.
- Диаметр должен быть сопоставим с толщиной соединяемых деталей.
- На поверхности проволоки не должно быть окалины, ржавчины, следов краски, масляных пятен и других загрязнений.
- В качестве защитной атмосферы используется углекислота, гелий, аргон, смесь углекислого газа и аргона. Если возникают проблемы с оснащением сварочного аппарата инертным газом, то лучше приобрести проволоку с флюсом. В процессе горения он создает защитную среду в зоне сварки.
Мы отобрали в обзор 9 лучших сварочных проволок. Все они реализуются в торговой сети России. При распределении мест учитывалось мнение экспертного сообщества и отзывы отечественных сварщиков.
Общая информация
Итак, что из себя представляет сварочная проволока? Зачастую это металлический пруток, смотанный в бобину. Бобина вставляется в подающий механизм, и проволока направляется в сварочную зону в автоматическом режиме или режиме, заданном сварщиком. Также проволоку можно подавать вручную, просто разматывая бобину.
Проволока может быть цельной, полой или с вкраплениями. Но об этом мы расскажем далее. Изготавливается из различных металлов. Например, стали, алюминия, латуни и так далее. Материал изготовления проволоки должен быть идентичен металлу, который вы варите. Т.е., если вы работаете с алюминиевой деталью, то и проволока тоже должна быть алюминиевой.
Омедненная проволока
К медной проволоке для сварки полуавтоматом обращаются в тех случаях, когда необходимо сварить углеродистую и низколегированную стали в среде защитных газов. Она применяется в промышленности, при производстве водного и наземного транспорта, монтаже трубопроводов, при выпуске железнодорожных вагонов, установке конструкций, которые будут эксплуатироваться при перепадах температур и давления.
Проволока из меди позволяет получить прочный шов, не подверженный коррозии и выдерживающий длительные механические воздействия. Высокая ударная вязкость и устойчивость к возникновению трещин гарантированы, если количество меди в проволоке не более 0,25 %, а толщина покрытия – не менее 6 мкм. Не менее важными преимуществами являются следующие:
- Превосходный подвод тока.
- Металл не разбрызгивается.
- Стабильная и равномерная подача расходного материала.
- Небольшой абразивный износ наконечника, подводящего ток.
- Эстетичный внешний вид.
При выборе проволоки внимательно проверьте качество намотки. Если витки неплотно прилегают друг к другу, то изделие может быть деформировано, и тогда оно будет «заедать» в сварочном аппарате. Чтобы избежать воздействия влаги, хранить проволоку нужно, обернув кассету в ингибиторную бумагу.
Химический состав для сваривания стали
Электроды, применяемые при сварке стали, должны гарантировать хорошие механические свойства соединения сварки на высоком уровне, а также высокую производительность при сваривании деталей. Плавящийся электрод – это сварочная проволока бесконечной длины.

Марки проволоки для сварки углеродистых сталей в среде различных газов
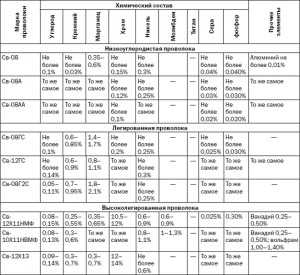
Существует три группы сварочной проволочной продукции по химическому составу ГОСТ 2246-70:
- Углеродистые (содержат углерод в количестве не более 0, 12%), применяют для сварочных работ с низкоуглеродистыми, среднеуглеродистыми сталями.
- Легированные, предназначены для сваривания низколегированных и теплостойких сталей.
- Высоколегированные, используют в работе с хромоникелевыми, нержавеющими и иными видами легированных типов стали.
Рекомендуем! Сварочные электроды с рутиловым покрытием
Маркировка
Сварочная проволока для аппарата полуавтомата существует в большом количестве вариаций (свыше 70), но в широком использовании находятся всего несколько из них. Остальные же по большей части являются узкоспециальными и могут применяться в определенной отрасли промышленности, например, атомной или машиностроительной.
По обозначению можно легко определить состав материала, а также процентное соотношение основных элементов сплава:
Маркировка изделия
Из рисунка становится понятно, какое назначение у проволоки. Это может быть либо СВ (для сварки) либо НП (наплавочная). Содержание углерода показывает процентное содержание этого элемента в составе присадки. Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Вид поверхности
По виду поверхности сварочная проволока делится на омедненную (маркируется буквой О) и неомедненную. Оба вида изделий позволяют получить аккуратный, прочный и надежный сварочный шов. Они обеспечивают непрерывную работу при небольших расходах присадочных материалов и стабильном горении дуги.
При сварке в защитном газе от сварочной проволоки зависят свойства металла шва и его легирование
При этом важно состояние поверхности электрода. Для его защиты от коррозии применяется медное покрытие
Дополнительно оно позволяет уменьшить усилие проталкивания проволоки и снизить разбрызгивание металла по сравнению с коррозированными образцами на 30-40 %. Этот вид изделий применяется для работы с низколегированными и углеродистыми сталями.
 Омедненная проволока
Омедненная проволока
Лучшие производители
Сегодня даже самый непривередливый покупатель знает какой фирмы товар лучше купить. В нашем случае «Имя» производителя также имеет большое значение. Тем более, что производителей на современном рынке достаточно много и это несколько осложняет выбор. Нас интересует только качественный товар, поэтому познакомимся с лучшими производителями из разных стран.
Россия
Барс
Присадочные материалы этой торговой марки производит компания Barsweld с 2008 года. По характеристикам конечного продукта они составят конкуренцию любому европейскому производителю. В ассортименте компании различные виды расходников, в том числе: нержавеющие, алюминиевые, медные, омедненные, порошковые. Современное оборудование из Европы обеспечивает высокое конечное качество продукта.
ЧЗСМ
В 2012 году начался выпуск присадочных прутков на Череповецком заводе сварочных материалов. Сегодня это один из лидеров среди отечественных производителей, оснащенный самым современным оборудованием и персоналом высокой квалификации. Ассортимент марок и диаметров достаточно широк.
Свармонтажстрой (СМС)
Российская компания из г. Долгопрудный в Подмосковье. Производит сплошную проволоку на уровне мировых стандартов. Товар пользуется повышенным спросом у судостроителей, на предприятиях машиностроения и у моторостроителей, на предприятиях энергетического комплекса и т.д. Система контроля и управления качеством основывается на выполнении положений международного стандарта ISO 9001:2015. В ассортименте два варианта: омедненная и Ультра (без покрытия, с улучшенными характеристиками поверхности).
Судиславский завод сварочных материалов
Производство развернуто в Судиславском районе Костромской области. Основное направление деятельности – изготовление электродов. В 2011 году на заводе введена в строй технологическая линия по производству проволоки двух типов:
- омедненной, полированной с графитовым покрытием, диаметром от 0,8 до 1,6 мм для работ в газовой среде;
- омедненной для разных марок стали, диаметром от 2,0 до 5,0 мм, для сварки с флюсом.
Продукция компании пользуется повышенным спросом
Китай
Прутки китайского производства пользуются повышенным спросом ввиду приличного качества и бюджетной цены. На рынке присутствует значительное количество китайских производителей. Познакомимся с некоторыми из них.
DEKA
Компания производит и поставляет на рынке недорогие и качественные сварочные расходные материалы собственного производства. Ее товар предназначен для полуавтоматов и аргонных аппаратов.
Farina
Компания занята производством проволоки для соединения деталей из низколегированных и углеродистых сталей. Материал востребован в различных отраслях промышленности. Расходник от Farina отличается низкой стоимостью стабильной толщиной, быстрым розжигом дуги. Для сохранения рабочих качеств товара в период длительной транспортировка применяется герметичная упаковка.
Швеция
ESAB
Мировой лидер в производстве сварочных материалов имеет шведское происхождение. Его продукция пользуется повышенным спросом сварщиков во всем мире. Ассортимент марок чрезвычайно широк. Особым спросом пользуется полированная проволока от ESAB. Компания владеет более чем двумя десятками заводов в странах Европы, Азии, Америки.
Elga
Шведская компания. На рынке с 1938 года. В ассортименте все типы присадочных материалов. Продукция фирмы применяется в основном для сборки ответственных конструкций. Оборудование завода самое современное. Имеется исследовательский центр и лаборатория, где разрабатываются новые технические решения.
Италия
Quattro Element
ПРоизводитель известен надежной и качественной продукцией и широким ассортиментом, включающим нержавеющие, флюсовые, алюминиевые и омедненные присадочные прутки. По мнению сварщиков, некоторые из них являются лучшими в мире.
Novofil S.r.L.
Компания по праву считается одним из мировых лидеров в производстве проволоки для работы с низколегированными, малоуглеродистыми, алюминиевыми изделиями. Производятся материалы с медным и бронзовым покрытием. Качество продукции неизменно высокое.
США
Lincoln Electric
Товары для полуавтоматической сварки от этой американской компании гарантируют, стабильную дугу, высокую производительность. Пользуются повышенным спросом у мастеров во всем мире.
Hobart Brothers
Повышенным спросом пользуются сплошные, порошковые и алюминиевые присадочные прутки американской фирмы Hobart Brothers. Продвижением своей продукции на мировом рынке занимаются исключительно менеджеры компании в торговых представительствах по всему миру.
Производители сварочной проволочной продукции
Среди российских компаний выделяются:
- ООО СМС, компания отличается современным оборудованием, позволяющим выпуск продукции по европейской технологии в соответствии принятым стандартом.
- ООО Петромет — относится к Сталепрокатному заводу Санкт-Петербурга.
- ООО Велд-Метиз, производственные мощности находится в Москве.
- ОАО Волгоградский сталепроволочно-канатный завод.
- ОАО Западно-Сибирский Металлургический Комбинат, расположенный в городе Новокузнецке.
Благодаря перечисленным производителям, все предприятия РФ обеспечены качественной присадочной проволокой, позволяющей выполнять все виды сварки металлов.
Классификация
При выборе сварочной проволоки нужно сразу определиться, каких целей вы хотите достичь, а также тщательно изучить предназначение каждого из видов. Для этого существуют группы классификаций, содержащие легирующие элементы в составе:
- Содержат в присадочном материале маленькое содержание углерода.
- Состав содержит незначительное число легирующих веществ.
- Высоколегированная проволока для сваривания.
Сварочная проволока из стали считается наиболее востребованной для применения в разных сварочных целях. В соответствии с нормами ГОСТ2246-70 выделяют целых 77 видов различного сечения, в миллиметровых размерах:
- Размеры 0,3-1,6 мм используют для сварки металлических изделий в защитном газе с помощью сварки автоматов или полуавтоматов.
- Для изготовления электродов применяют сечения 1,6-12,0 мм.
- Для работы сварочной проволокой под флюсом используют сечения с размерами 2,0-6,0 мм.
Лучшие производители сварочных полуавтоматов
Репутация производителя не менее важна, чем доступное число функций. Выбирая технику проверенных брендов, вы автоматически делаете ставку на качество. Рекомендуем оборудование таких марок:
- Fubag (Германия) – реализует широкий ассортимент сварочных установок и сопутствующих аксессуаров. Сварочные полуавтоматы от этой компании имеют высокие технические параметры, стоимость умеренная.
- Сварог (Россия) – совместная российско-зарубежная марка. Крупные дилерские сети гарантируют максимальное, качественное обслуживание клиентов.
- РЕСАНТА (Латвия) – лидер в своем сегменте. Инверторы надежны, экономичны, долговечны.
- ELITECH (Россия) – основные производственные мощности находятся в Белоруссии и Китае, действует собственная система контроля качества.
- Aurora (Россия) – дает официальную гарантию на все технику, для сборки применяются производственные мощности расположенные в Китае.
Стоимость зависит не только от бренда, но и от набора функций. При желании сэкономить выбирайте простую модель известной марки.
4 ГОСТ 2246 – какой может быть стальная проволока для сварки?
Сварочная стальная продукция выпускается из сплавов, выплавляемых в печах вакуумноиндукционного типа, методом вакуумнодугового либо электрошлакового переплава. Конкретный способ производства сварочной проволоки определяется соглашением между заводом-изготовителем и потребителем.
Классификация изделий для сварки по ГОСТ 2246 предполагает разделение их на легированные, высоколегированные и низкоуглеродистые. Существует и такое понятие, как омедненная сварочная проволока. Она производится исключительно из легированных и низкоуглеродистых сталей. Омедненная сварочная проволока выпускается по заказам клиентов (по ГОСТ 2246), которым требуется материал с особыми свойствами для газовой и электродуговой сварки.
Стальная продукция весьма разнообразна (почти 80 видов). Наиболее популярными марками признаются следующие изделия для сварки:
- Св-10Г1СН: в большом количестве ее производит комбинат БМК в Башкортостане. На данный момент эта проволока от БМК признается одной из наиболее перспективных для выполнения работ, связанных с необходимостью соединения в защитных газах конструкционных низколегированных сплавов, применяемых в нефтеперерабатывающей, строительной, энергетической и горнодобывающей промышленности.
- Св-10ГА, 08А и 08: изделия с малым содержанием углерода. ГОСТ 2246 советует использовать указанные марки для аргонодуговой и газовой сварки водопроводных труб.
- Св-06Х19Н9Т, 08ХН2М, 08ХМФА, 08ГС: надежные и недорогие проволоки с нормальным уровнем легирования. О Св-06Х19Н9Т мы еще поговорим более подробно.
- Св-08Н50, 30Х25Н16Г7, 07Х19Н10Б, 10Х17Т, 08Х20Н9Г7Т: высоколегированные изделия.

Где применяется сварочная проволока
В ручной сварке используют штучный электрод. Согласно ГОСТ -9466-75, их сечение меняется от 2 до 5 мм без учета толщины обмазки. По тому же ГОСТу, стержни для сварки деталей из малоуглеродистых и низколегированных марок стали имеют длину 450 мм. Легированная сталь варится электродами длиной 350 мм. Материал сходен с материалом соединяемых деталей.

Другое дело – полуавтомат. Он заряжается бобиной с проволокой, которая непрерывно подается в зону сварки через специальный шланг. Одновременно, через тот же шланг и специальную насадку, к стыку подается инертный газ из баллона, под давлением от 1,0 до 2.0 бар (0,1 – 0,2 Мпа). Он защищает шов от вредного воздействия кислорода воздуха.

Производители выпускают пруток разного сечения:
- 0,6 и 0,8 мм – для сварки деталей из металла толщиной до 4 мм;
- 1,0 и 12 мм – для более толстых деталей.
Полуавтоматическая сварка имеет следующие преимущества:
- увеличение скорости процесса;
- соединение тонких листов (от 0,5 мм), и тонкостенных труб;
- возможность сваривать стальные и чугунные конструкции, изделия из меди, алюминия и прочей цветнины;
- дает ровный и чистый шов без образования шлака.
Есть и недостатки. Поскольку используется баллонный газ, аппарат имеет солидные размеры. Кроме того, полуавтомат не используется на открытом воздухе, поскольку при наличии ветра, защитный газ выдувается и качество шва страдает.
Рейтинг бытовых сварочных инверторов
Все рейтинги обычно составляются на отзывах специалистов и обычных потребителей. И наш основан на них.
WESTER IWT200
Этот сварочный инвертор располагается в среднем ценовом диапазоне, поэтому не все домашние сварщики его выбирают. А зря. Вот его технические характеристики:
- сила тока максимальная – 200 А;
- работает при напряжении 170 В;
- мощность агрегата – 4,8 кВт;
- диаметры используемых электродов: 1,6-5 мм;
- вес – 5,87 кг;
- есть все функциональные возможности.
Очень важный момент – плата управления является отдельным элементом, что дает возможность упростить ремонт прибора. Единственный недостаток – прибор не предназначен для выполнения сложных сварочных работ.
Инвертер WESTER IWT200Источник www5.originalshopping.ru
Aurora MINIONE 1800
Это более дешевая модель, чем предыдущая, отсюда ее серьезная популярность среди дачников. Но это сварочный инвертор со стандартным набором функций и технических характеристик:
- номинальное потребляемое напряжение – 220 В ±10%;
- максимальная сила сварочного тока – 180А, его можно понижать до 20 А, что очень удобно;
- весит агрегат 5 кг.
Сварог PRO ARC 160
Ценовая составляющая средняя. Эту модель изготовили специально для того, что с ее помощью можно было проводить не только электросварку, но и аргонодуговую. Правда, для этого надо дополнительно прикупить вентильную горелку. Она в комплектацию инвертора не входит.
Что касается технических характеристик:
- напряжение в сети – 220 ±15%;
- сила сварочного тока от 10 до 160 А;
- диаметр используемых электродов от 1,5 до 3,2 мм;
- вес 4,7 кг;
- все функциональные возможности присутствуют.
Большое количество потребителей отметили, что инвертор часто отключается, если напряжение в сети падает, а сам процесс сварки проводился с использованием кабеля длиною больше 5 м. То есть два фактора играют здесь большую роль.
Сварочный прибор Сварог PRO ARC 160Источник qwerty96.ru
Ресанта САИ 190ПРОФ
Это один из самых дорогих сварочных аппаратов. Но он обладает отличными техническими характеристиками:
- минимальное напряжение питающей сети – 100 В;
- максимальная сила тока для сварки – 190 А;
- можно варить электродами до 5 мм;
- можно подключать к генератору мощностью до 4,6 кВт;
- все функциональные возможности присутствуют.
Эта марка в России очень популярна. И эта модель одна из лучших. Но в нашем рейтинге она не на самой вершине. Причина – несколько отрицательных отзывов на строительных форумах.
MARS MMA 2000
Многие могут сказать, что популярность этой модели зависит от стоимости, которая находится в низком ценовом сегменте. Но это не так на самом деле, потому что этот сварочный инвертор проявил себя только с положительной стороны. И об это свидетельствуют отзывы.
Что касается технических характеристик, то:
- сила сварочного тока в диапазоне 10-160 А;
- напряжение 220±10%;
- вес – 7 кг.
По сути, это модель со стандартными характеристиками, но очень надежна. У нее один из самых высоких коэффициентов полезного действия – 85%.
Инвертор сварочный марки MARS MMA 2000Источник shopzero.ru
КЕДР MMA 220F
Один из самых надежных аппаратов, цена которого находится в среднем сегменте. У него стандартная комплектация, но если отдельно приобрести горелку и баллон с газом, то можно получить аргоновую сварку.
Технические характеристики:
- работает при минимальном напряжении в сети – 140 В;
- сила сварочного тока в диапазоне от 20 до 220 А;
- диаметр используемых электродов 1,6-5 мм;
- вес – 5 кг;
- функции присутствуют в полном объеме.
Итак, мы обозначили рейтинг, который отвечает на поставленный темой вопрос, а именно, какой сварочный инвертор лучше. Конечно, рейтингом нельзя утверждать, что остальные модели и марки, присутствующие на рынке, хуже описанных выше.
И еще один момент. Ценовая составляющая, разделенная на сегменты, никоим образом не влияет на качество сварочных аппаратов. Просто в дешевых инверторах отсутствуют какие-то функции, ниже технические характеристики, слабее защита и так далее. Во всем остальном, это все те же сварочные приборы, которыми можно на дачах проводить сварочные работы без потери качества соединения.
Сравнительная таблица сварочных аппаратов
| Модель | Сила тока, А | Напряжение, В | Мощность max, кВт | Диаметр электродов, мм | Вес, кг |
| WESTER IWT200 | 200 | 170 | 4,8 | 1,6-5 | 5,87 |
| Aurora MINIONE 1800 | 20-180 | 220 | 6,1 | 4 | 5 |
| Сварог PRO ARC 160 | 10-160 | 220 | 7,2 | 4 | 4,7 |
| Ресанта САИ 190ПРОФ | 190 | 100-260 | 4,6 | до 5 | 8,55 |
| MARS MMA 2000 | 10-160 | 220 | 7,3 | 4 | 7 |
| КЕДР MMA 220F | 20-220 | 220 | 5,94 | 1,6-5 | 5 |
Видео описание
В видео специалист составил свой рейтинг ТОП-5 сварочных инверторов:
https://youtube.com/watch?v=agWuEGEHU-w
Алюминиевая проволока для полуавтомата
Проволока для сварки алюминия полуавтоматом применяется в тех случаях, когда необходимо соединить поверхности из алюминия и его сплавов в среде защитных газов. Кроме собственно алюминия, расходный материал содержит железо, кремний, марганец и магний. Процесс сваривания довольно сложен, так как алюминий имеет меньшую температуру плавления, чем образующаяся на его поверхности оксидная пленка
Крайне важно подобрать сварочный ток большей величины; токосъемные наконечники должны иметь больший диаметр отверстия

Проволока для сварки алюминия полуавтоматом широко распространена в промышленности (особенно пищевой), судо- и авиастроении. Можно выполнять тавровые, стыковые швы, а также соединять листы металла внахлест. Качественная алюминиевая проволока для полуавтомата, кроме легкоплавкости, должна иметь следующие характеристики:
- Отличную электро- и теплопроводность.
- Небольшую массу.
- Низкую биологическую активность.
- Устойчивость к влаге и агрессивной среде.
- Прочность.
- Гибкость.
- Большой срок хранения.
Межгосударственный стандарт предполагает, что алюминиевая сварочная проволока для полуавтомата изготавливается повышенной прочности (АТп), твердая (АТ), полутвердая (АТП) и мягкая (АМ). При сварке алюминиевой проволокой для полуавтомата стоит следить за тем, чтобы длина дуги не превышала 12-15 мм. Иначе вполне вероятно, что металл будет прожжен.
Для сваривания алюминия полуавтоматом без газа подойдет порошковая присадочная проволока. Однако учтите: она придает некоторую пористость сварному шву, поэтому ей лучше сваривать изделия, которые не подлежат интенсивной нагрузке.
Область применения, назначение
Нержавеющая сталь получила распространение как в быту, так и на производстве. Применение этой стали в химической, нефтяной и пищевой промышленности обеспечивает работоспособность предприятий этих производств. Создание новых и ремонт старых деталей производится с помощью сварки.
Нержавейка как расходный материал используется в технологии автоматической или полуавтоматической сварки. Она может быть сплошной при защите в газовой атмосфере углекислого газа, аргона и их смеси. Без защиты газа применяется порошковая проволока, представляющую собой трубку, наполненную составом, одно из свойств которого создавать защиту сварному шву.

Проволока сварочная нержавеющая Wester STW08100. Фото 220Вольт
Используется в качестве наплавочного расходного материала. Наплавленная поверхность получает возможность защиты основной детали от коррозионного воздействия. Используется как заготовка для электродов.
Маркировка
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:

В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
-
Св, – изделие предназначено для сварочных работ;
-
08, – содержание углерода не превышает 0,08%;
-
Г2, – содержание марганца не превышает 2%;
-
С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
-
О, – проволока для сварки имеет омеднённую поверхность;
-
ГОСТ, – продукт произведён в соответствии с нормативными требованиями.
Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
-
Легирующие компоненты:
-
Ni (никель), – не более 0,25%;
-
Cr (хром), – не более 0,2%;
-
Mn (марганец), – 1,8–2,1%;
-
Si (кремний), – 0,7–0,95%;
-
S (сера), – менее 0,025%;
-
P (фосфор), – менее 0,03%;
-
C (углерод), – 0,05–0,11%.
-
Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
-
Проволока 08г2с производится Ø 0,3–12 мм.
-
Сопротивление на разрыв:
-
сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
-
более 2 мм, – в пределах 686–1029 МПа.
-
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
Преимущества:
-
используется для большинства сталей;
-
образует ровный прочный и высококачественный шов;
-
создаёт на соединительном шве валик;
-
полное заполнение свободного пространства между свариваемыми деталями.
Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Разновидности проволоки для полуавтоматов
Подбор сварочной проволоки для полуавтоматов следует выполнять под определенный вид соединяемого металла. Использование присадочного расходного материала существенно улучшает качество шва, предотвращает образование пор и неровностей в соединении.
Основные преимущества использования присадки при выполнении сварочных работ представлены:
- ускорением процесса сварки;
- удобством использование в промышленной сфере;
- существенным снижением вероятности появления брака из-за отсутствия покрытия присадки;
- большим выбором расходников, позволяющим подобрать оптимальную присадку для каждого конкретного случая;
- низким уровнем образования шлака при сварке.
Недостатки использование присадочного компонента при сварке:
- необходимость в постоянной защите;
- сложность в хранении больших мотков;
- сложность в подборе оптимального диаметра присадки;
- необходимость постоянно использовать флюс.
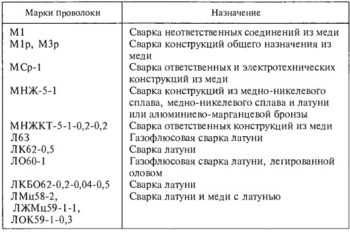 Таблица марок проволоки.
Таблица марок проволоки.
Все виды проволоки для сварки, как правило, делятся на:
-
Омедненные.
Данный вид проволоки применяется для сварки углеродистых и низколегированных стальных деталей. Омедненные стальные присадочные компоненты обеспечивают качественный шов и характеризуются низким коэффициентом разбрызгивания металла. -
Порошковые.
Присадочные компоненты таких марок выполнены в виде полой трубки из малоуглеродистой стали. Внутри емкости размещается раскислители и шлакообразующие вещества, обеспечивающие комфортное использование полуавтоматической сварки без защитного газа. Порошковые присадочные проволоки помогают существенно уменьшить образование шлака и сократить время на обработку сварного шва. -
Сплошного сечения.
Данный вид проволоки отличается от обычной, тем, что из нее делают сварочные электроды. -
Неомедненные.
Присадки такого вида применяются, прежде всего, для работы с изделиями из низкоуглеродистой стали. -
Активированные.
Присадки из порошка, применяемые во время проведения сварочных работ в атмосфере углекислого газа. -
Газосварочные.
Для работы с углеродистыми и низкоуглеродистыми сортами стали лучше всего использовать газосварочные присадочные компоненты. -
Алюминиевые.
Один из немногих видов проволок, подходящих для сваривания алюминиевых деталей. Во время работы с алюминиевой присадкой отмечается низкая пористость сварных швов. Подобные присадки активно применяются в судостроительной и молочной промышленности. -
Из нержавеющей стали.
Присадочный компонент позволяет сваривать изделия из нержавеющей стали и предотвратить коррозию полученного шва. -
Флюсовые.
Данные тип присадочной проволоки широко используется для соединения среднеуглеродистых, низкоуглеродистых и углеродистых сортов стали. Благодаря наличию встроенного флюса подобные присадки можно использовать при сварке без защитного газа. -
Легированные.
Один из лучших компонентов, позволяющий проводить сварочные работы в любых газовых смесях и с любыми видами металлов.
Лучшая омедненная сварочная проволока
Сварочная проволока этого типа применяется при сварке углеродистых и конструкционных сталей. Внутри она состоит из обычного металла, а наружное покрытие обогащено медью, что уменьшает количество брызг и задерживает образование трещин в горячем состоянии. Это подходит и для сварки чугуна.
Проволока имеет повышенное сопротивление на разрыв и отлично подойдет для применения в гараже, на даче и производстве, где требуется сварка «черного железа».
СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
Отечественный продукт для сварки в инертных газах. Удобная бабина легко устанавливается в барабан. Катушки присадочного материала весом 5 кг хватает на долго.
+ Плюсы СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
- Пригодна для всех углеродистых и низколегированных сталей. Шов действительно ровный и чистый благодаря отсутствию брызг.
- Получается глубокий провар.
— Минусы СВ-08Г2С-О (0.8 мм; катушка 5 кг) Кедр
- Подходит не ко всем полуавтоматам по креплению к барабану (используется еврокатушка).
- Не пригодна для работы в среде активных газов (углекислоты) — нужно быть внимательным при выборе для сварки кузовов авто и тонких металлов под вентиляцию.
Вывод. Это лучшая сварочная проволока для полуавтоматов в тех случаях, где важна максимальная чистота металла после накладки шва. Она отличается минимальным количеством брызг, благодаря чему расположенная рядом резьба или лицевая поверхность останутся неиспорченными.
OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
Шведский продукт от именитого бренда, изготавливаемый на производственных мощностях в Чехии. Выпускается в еровкатушках весом по 5 кг и соответствует ГОСТу СВ-08Г2С-О.
+ Плюсы OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
- Шов сохраняет хорошую ударную вязкость даже при понижении температуры до -20 градусов — в таком случае показатель составит 90 Дж/см2.
- Ровный хороший шов без наплывов.
- Мягкое горение сварочной дуги.
— Минусы OK Autrod 12.51 (0.8 мм; 5 кг) ESAB
Вывод. Хорошая проволока, подходит для заделки трещин в рамах различного оборудования и механизмов. Она имеет предел прочности 560 МПа, поэтому устойчива к растяжениям при ударах. Швы выполненные полуавтоматом с этой проволокой имеют повышенную крепость.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва. Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла. При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.
https://youtube.com/watch?v=DbAbGyGro8Q